
以下是:销售异型管的厂家的产品参数陕西省,汉中市,勉县 勉县,隶属于陕西省汉中市,位于汉中市西部,东接汉台区,南邻南郑县,西靠宁强县、略阳县,北与留坝县、甘肃省两当县接壤,区域面积2406平方千米。截至2022年10月,勉县辖1个街道、17个镇。2021年,勉县总人口408940人。
想要更直观地了解销售异型管的厂家产品吗??产品视频,带你走进产品世界以下是:销售异型管的厂家的图文介绍
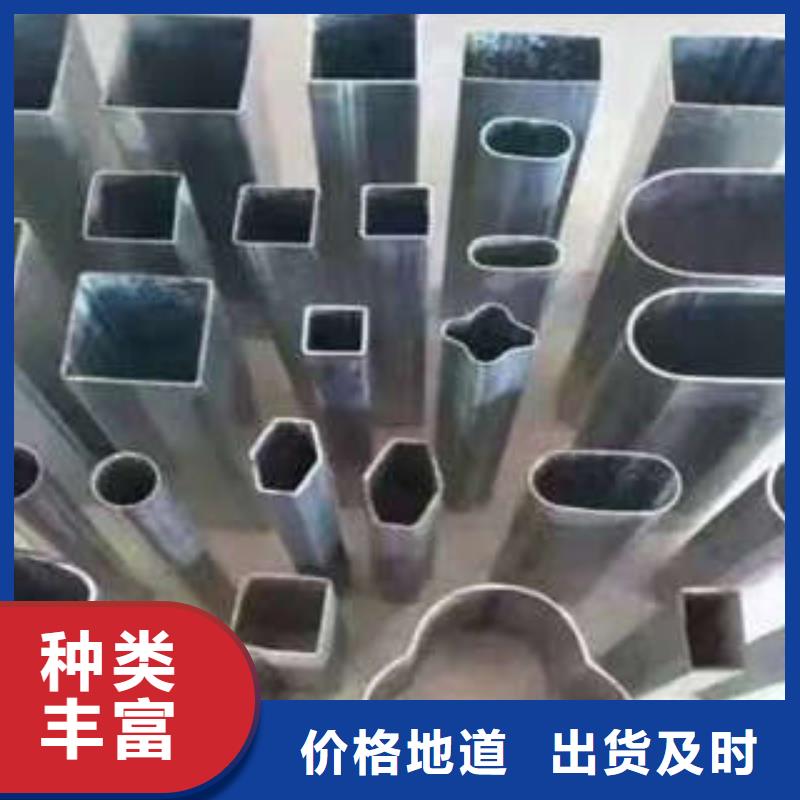
浅析不锈钢异型管的焊接要点:
不锈钢异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
焊嘴与异型管间的距离以15-25mm为宜。
影响异型管送料精度的因素主要有以下七点:
异型管送料装置的中心线与冲压机械的中心线必须设置在同一直线上。如果不在一条直线上,开卷后的材料被送到模具时,相对于模具就是倾斜的,模具内部的材料导向,送料装置的侧面导向等都会发生很大的抵抗,在很大程度上降低送料的精度。
异型管材料幅度方向的波纹形状一定要小。随着板厚的增加鼓起也会增加,严重时2000mm的长度范围内会有5mm以上的鼓起,这样的材料就不能送料了。
与表面非常光滑的卷材相比,表面粗糙的钢板和送料装置辊轮间的摩擦系数要高,所以异型管送料精度会相应地得到提高。需要注意的事,粗糙面压延钢板是在冷轧延伸时,在材料表面会形成非常细小的凹凸,这些粗糙的面会造成轧制油的残留,也便于拉深加工。
驱动送料辊轮的齿轮类齿隙比较小,驱动送料辊轮的伺服电机可以灵活、适度地加、减速。
轧制油膜对送料精度产生影响,轧制完成后如果放置时间过长,轧制油就会发生干燥固化现象,送料时材料就会与送料辊轮发生滑动,使送料的精度下降。
纵裂纹横向位置分布不固定,沿异型管纵向延伸断续分布,长短不一,长的有几米甚至更长,短的有几厘米,另外还有极少的呈直线固定分布。纵裂纹形成的基本条件:一是结晶器弯月面区初生坯壳不均匀,在坯壳薄弱处产生应力集中。二是树枝晶间元素的局部偏析,裂纹的萌生和扩展总是在偏析严重之处。
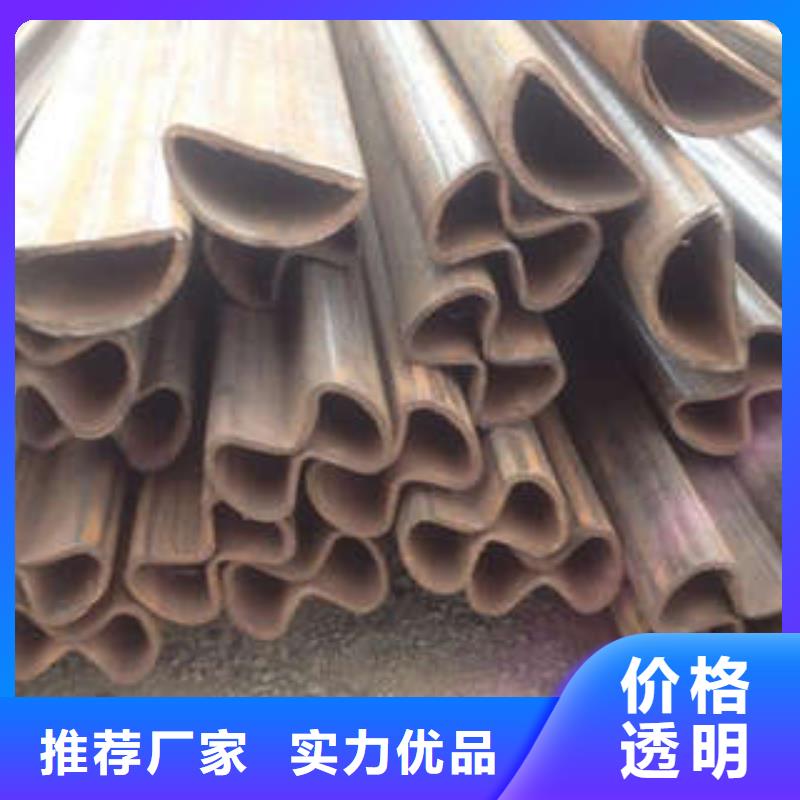
翼缘角部夹渣多数呈结疤状,严重时产生一个缺口,深的可达20mm深,缺口处还有未熔的保护渣。翼缘肩角处钢水的热流补充不足,液渣层较薄、烧结层厚与固渣混合,再加上结晶器液面的剧烈波动是造成异型管夹渣的根本原因。
异型管使用高速切削技术具有如下六个优点:
提率用高速加工中心或高速铣床加工模具,可以在工件一次装夹中完成型面的粗、精加工和汽车模具其他部位的机械加工,即所谓一次过技术,高速切削技术的应用大大提高了管材模具的开发速度。
科技创造价值,品质决定未来,今天的成功,源自客户对 镀锌管的认可,汉中勉县恒盛信达钢铁贸易有限公司热忱欢迎中外新老朋友莅临指导,共创商机,双赢发展。
简化工序常规铣削加工只能在淬火之前进行,淬火造成的变形必须要经手工修整或采用电加工终成形。现在则可以通过高速切削来完成,而且不会出现电加工所导致的表面硬化。另外,由于切削量减少,高速加工可使用更小直径的刀具对更小的圆角半径及模具细节进行加工,节省了部分机械加工或手工修整工序,从而缩短了生产周期。
应用广泛高速切削时,切削力大为减少,切削过程变得比较轻松,高速切削加工在切削度和高硬度材料方面具有较大优势,可以加工具有复杂型面、硬度比较高的异型管及模具。
提高速度高速切削以高于常规切削10倍左右的切削速度对材料进行高速切削加工。由于高速机床主轴激振频率远远超过一般系统的固有频率范围,加工过程平稳且无冲击。













